| 垽抦導愝妝挰 娭扟忴憿姅幃夛幮 | |
| 丂11寧9擔偵丄嵟嬤偍庰偺曌嫮夛傪傗偭偰偄傞儊儞僶乕5恖乮嶁杮庰揦揦挿丄懅巕偺巹丄楅棖崅尨偺儁儞僔儑儞乽YesNo乿偺僆乕僫乕丄壓楥壏愹偺儂僥儖乽僷僗僩乕儖壓楥乿僜儉儕僄乕儖丄壓楥巗撪偺摨嬈幰乯偱丄垽抦導愝妝挰偵偁傞娭扟忴憿姅幃夛幮條乮埲壓宧徧棯乯偺庰憼尒妛傪偝偣偰捀偒傑偟偨丅 丂娭扟忴憿噴偼丄乽朒棄愹乿傗丄乽壜乮傋偟乯乿乽榓乿乽朁乿乽旤乿乽嬻乿乽嬦乿側偳偺柫暱偺崅昳幙側偍庰傪憿偭偰偄傞憼尦偱偡丅摿偵乽嬻乿乽嬦乿偼擖庤崲擄側尪偺偍庰偲尵傢傟偰偄傑偡丅埬撪傪偟偰壓偝偭偨偺偼丄愱柋偺娭扟 寬偝傫丅娭扟偝傫偑丄壗擭偐慜偵崅嶳偺庰壍偺夛幮偱摥偄偰偍傜傟偨崰偵抦傝崌偭偰埲棃丄偍晅偒崌偄傪偝偣偰捀偄偰偍傝傑偡丅柤屆壆偺儚僀儞帋堸夛偵傕壗搙傕嶲壛偟偰壓偝偭偰偄傑偡丅慺惏傜偟偄僥僀僗僥傿儞僌擻椡傪偍帩偪偱丄娭扟偝傫偺堄尒偼偲偰傕曌嫮偵側傝傑偡丅 丂娭扟忴憿噴偼丄庰偺幙偵幚幙塭嬁偟側偄丄傕偟偔偼嬌彮側偄偲峫偊傜傟傞嶌嬈偵偮偄偰偼丄偲偙偲傫婡夿壔偟丄嶌嬈偺岠棪壔傪偼偐偭偰偄傑偡丅偦偺偨傔丄旘懰偺庰憼偺傛偆偵丄晽忣偺偁傞憼偲偄偆姶偠偼偁傝傑偣傫丅埲壓偺暥復偼丄娭扟忴憿噴偝傫偺HP偐傜柍抐攓庁偟偨暥復偱偡偑丄偙傟傪撉傓偲丄崅昳幙側擔杮庰憿傝偲丄庰傪憿傞庒庤傪堢偰傞憼尦偺巔惃偵姶摦傪妎偊傑偡丅
丂娭扟忴憿噴偺HP偺丄乽庰憿傝偺愢柧乿偺儁乕僕偼昁尒偱偡丅偍庰偑弌棃傞傑偱偺岺掱偑偲偰傕暘偐傝傗偡偔彂偄偰偁傝傑偡丅抪偐偟側偑傜巹乽庰壆偺懅巕乿偼丄擔杮庰偑偱偒傞傑偱偺岺掱傪丄偟偭偐傝棟夝偟偰偍傝傑偣傫偱偟偨丅偟偐偟娭扟偝傫偺挌擩偱暘偐傝傗偡偔丄偐偮忣擬揑側偍榖傪暦偐偣偰偄偨偩偒丄懱宯揑側棟夝偑傗偭偲弌棃傑偟偨丅傑偨丄娭扟忴憿噴偺憿傞偍庰偵丄偲偰偮傕側偔戝偒側枺椡傪姶偠傑偟偨丅偍庰偵娭偡傞杮偱曌嫮偟偰偄偰傕丄幚嵺偵尒側偄偲偼偭偒傝暘偐傜側偄偺偱丄偙偆偄偭偨曌嫮夛偼偲偰傕椙偄婡夛偱偡丅僫僀僗婇夋丄揦挿両 丂杮摉偵朲偟偄嵟拞丄帪娫傪偝偄偰捀偄偰憼偺拞傪埬撪偟偰壓偝偄傑偟偨娭扟 寬條丄側傜傃偵娭扟忴憿噴偺廬嬈堳偺奆條丄惤偵偁傝偑偲偆偛偞偄傑偟偨丅偙偺応傪庁傝偰偍楃怽偟忋偘傑偡丅 |
 |
丂崙摴257崋慄傪丄婒晫導拞捗愳巗偐傜撿壓偟偰1帪娫偪傚偭偲丄愝妝挰偺栶応偑偁傞揷岥偲偄偆廤棊偵娭扟忴憿姅幃夛幮偼偁傝傑偡丅崙摴偵柺偟偰偄偰丄戝偒側朒棄愹偺俁D娕斅偑偁傞偺偱丄偲偰傕暘偐傝傗偡偄偱偡丅 丂幨恀偼丄彫攧偲帠柋偑擖偭偰偄傞寶暔偱丄屻傠偺攚偺崅偄寶暔偑幚嵺偵偍庰傪憿偭偰偄傞憼偵側傝傑偡丅 丂憗懍丄娭扟偝傫偵憼傪埬撪偟偰偄偨偩偒傑偟偨丅 |
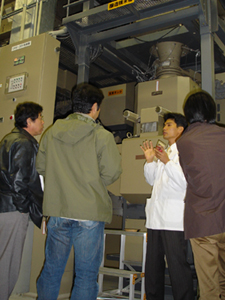
| 丂塃偐傜2斣栚偺敀堖偺曽偑娭扟偝傫丅屻傠偼惛暷婡偱偡丅尰嵼懡偔偺憼偑丄惛暷嶌嬈傪嬈幰擟偣偵偟偰偄傞拞丄娭扟忴憿噴偼惛暷偵偲偰傕恀寱偵庢傝慻傫偱偄傑偡丅 丂偪傚偆偳摽搰嶻偺嶳揷嬔傪惛暷偟偰偄傞偲偙傠偱丄僐儞僺儏乕僞乕惂屼偱丄尰嵼48.6%傑偱惛暷偟偨偲偙傠偱偡偲丄惛暷拞偺庰暷傪尒偣偰偄偨偩偒傑偟偨丅 |
 |
 |
丂嶳揷嬔偑崅惛敀偵岦偄偰偄傞偺偼丄偦偺怱敀偺埵抲偑拞墰傛傝偱丄宍偑揰忬傗慄忬偵側偭偰偄傞偐傜偩偦偆偱偡丅嵍偺幨恀偱偼尒偢傜偄偱偡偑丄摟柧姶偺偁傞暷偺拞怱偁偨傝偵丄敀怓偺恈偑尒偊傑偡丅偙偺敀怓偺恈乮怱敀乯偑丄椙幙側暷偱傫傉傫偺夠偩偦偆偱偡丅 丂嶍傜傟偨暷僇僗偼嬈幰偵攧傞偦偆偱偡偑丄偦偺僇僗傪巊偭偰岺応偱僷僢僋庰傪憿傞偦偆偱偡丅偳偙偺儊乕僇乕偐偼嫵偊偰偔傟側偄偦偆偱偡偑丅 |
| 丂惛暷偟偰偄傞僄儕傾偺奜偵丄柍憿嶌偵抲偄偰偁傞娵偄暔偵栚偑巭傑傝丄朘偹偰傒傞偲丄惛暷婡偺拞偵偁傞尋杹晹暘偱偟偨丅昞柺偼僓儔僓儔偱丄僐僐偺忋傪暷偑捠傝丄嶍傟偰彫偝偔側傞傛偆偱偡丅杸嶤擬偱暷偑壏傑傝丄姡憞偟偰妱傟偰偟傑傢側偄傛偆偵丄惛暷婡偺拞偵弞娐偡傞暷傪椻媝偡傞晹暘傕偁傞偦偆偱偡丅 |  |
 |
丂懕偄偰丄惛暷偟偨暷傪曐娗丒愻暷偡傞僄儕傾傪尒偣偰偄偨偩偒傑偟偨丅憼撪偼惔寜戞堦両揦挿傕敀堖傪拝偰丄摢偵偼僉儍僢僾傪偐傇偭偰偄傑偡丅 丂惛暷偟偨偍暷偼丄懡彮姡憞偟偰偄傞偺偱丄僐儞僺儏乕僞乕惂屼偱壛幖傪峴偄側偑傜曐娗偟丄昁梫側暘検偩偗傪師偺岺掱偵憲傞偙偲偑弌棃傞傛偆偵丄偙傟傑偨僐儞僺儏乕僞乕惂屼偺僷僀僾儔僀儞偑晘愝偝傟偰偄傑偟偨丅愄側偑傜偺丄憼恖偑暷傪塣傫偱偄傞巔偼偁傝傑偣傫偑丄憼恖偑塣傫偩偐傜庰偑巪偔側傞栿偱偼側偄偲尵偆丄庰幙偵捈愙娭傢傜側偄岺掱傪揙掙偟偰婡夿壔偡傞巔惃偑丄偙偙偱傕偲偰傕傛偔暘偐傝傑偟偨丅 |
| 丂愻暷丒怹捫岺掱偼丄摿拲偺愻暷丒怹捫婡偱峴偭偰偄偨偺偱丄幨恀嶣塭偼偟偰偄傑偣傫丅偨偩丄岠棪揑偵戲嶳偺庰暷偵丄尷掕媧悈傪峴偊傞惁偄僔僗僥儉偱偟偨乮傕偭偲摿暿側偍庰傪憿傞梡偺晹壆偑暿偵偁傞傜偟偄偱偡乯丅 丂塃偼忲偟婍偱偡丅儀儖僩僐儞儀傾傪巊偆楢懕幃忲暷婡偱偼丄棟憐偺忲暷偑弌棃側偄偲丄崣傪巊偭偰暷傪忲偟偰偄傑偡丅偙偺偁偲忲偟偨暷傪曻椻婡偵擖傟傞嶌嬈傕崌棟揑偵婡夿壔偝傟偰偄傑偡丅 |
 |
| 丂嵍偼忲偟婍傪忋偐傜尒偨幨恀丅忲偡慜偺丄愻偄偨偰偺暷偱偡丅側傫偩偐恄乆偟偝傑偱姶偠傞偺偼巹偩偗丠偪側傒偵偙偺暷丄乽嬻乿偵側傞偦偆偱偡丅屼埨怱壓偝偄丅怗偭偰傑偣傫偐傜丒丒丒丅憼偺拞偼丄堄奜側傎偳庒偄憼恖偑懡偔嬃偒傑偟偨丅庒庤堢惉偵椡傪拲偖娭扟忴憿噴側傜偱偼偱偡丅 | |
| 丂塃偼丄崓幒偐傜弌偰偒偨偽偐傝偺崓暷丅墱偺敀偭傐偄崓暷偲丄庤慜偺偆偭偡傜墿怓偑偐偭偨崓暷偲丄2庬椶偼嬫暿偱偒傑偟偨乮丱丱丟乯憿傞偍庰偵傛偭偰崓偺庬椶傕丄偳偺偔傜偄帪娫傪偐偗傞偐傕堘偆偺偱丄怓偑堘偆傫偩傛偲偺偙偲丅 丂崓暷傪憿傞岺掱傕婡夿壔偱偒傞斖埻偼丄嬌椡婡夿壔偝傟偰偄偰丄晹壆偺壏搙娗棟偐傜丄崓暷偺擖偭偰偄傞敔傪丄晹壆偺忋壓偺壏搙嵎偵塭嬁偝傟側偄傛偆偵摦偐偟偨傝偡傞嶌嬈傕丄擏懱楯摥宯偺岺掱偼傎偲傫偳婡夿壔偝傟偰偄傑偟偨丅 丂偨偩丄婡夿壔偟偨偐傜偲偄偭偰丄岺応偱憿傞傛偆側擔杮庰偲偼堘偭偰丄傛傝椙偄偍庰傪憿傞堊偵丄怑恖偑椙偔尒嬌傔偰丄師偺岺掱偵嵶偐偄巜帵傪弌偟丄偦偺寢壥傪師夞偺堊偵僼傿乕僪僶僢僋偡傞偙偲偑戝帠偩偲丄忣擬揑偵榖偟偰偍傜傟傑偟偨丅 |
 |
 |
丂嵍偼庰曣憿傝偺岺掱偱偡丅偙偙偱傕庒偄憼恖偝傫偑摥偄偰偄傑偟偨丅偪傚偆偳烡偱庰曣傪崿偤偰偄傞偲偙傠偱偟偨丅庰曣偼忲暷偲崓暷偲巇崬傒悈偺拞偵峺曣傪崿偤偨傕偺偱偡丅偪傚偭偲崄傝傪歬偑偣偰傕傜偭偨偺偱偡偑丄偡偱偵椙偄崄傝偱偡丅 丂崓偼庰暷偺僨儞僾儞幙傪摐暘偵曄偊丄峺曣偼偦偺摐暘傪怘傋偰丄傾儖僐乕儖偲擇巁壔扽慺偲擬傪弌偟傑偡丅峺曣偺枾搙偑旕忢偵崅偔側傞傑偱栺2廡娫偐偗傞偦偆偱偡丅 |
| 丂塃偼6600L 偺缧乮傕傠傒乯僞儞僋偱偡丅愭傎偳偺庰曣偲崓暷偲忲暷偵巇崬傒悈偑壛傢傝丄缧偑偑巇崬傑傟傑偡丅偢偄傇傫検偑彮側偄偱偡偑丄偄偭傌傫偵慡晹擖傟偰巇崬傓偺偱偼側偔丄3夞偵暘偗偰巇崬傓偐傜偱偡丅1夞栚傪弶揧丄2夞栚傪拠揧丄嵟屻傪棷揧偲偄偄傑偡丅塃偼1夞栚側偺偱弶揧偱偡丅3夞偵暘偗傞帠偵傛偭偰丄嶨嬠偑憹怋偡傞儕僗僋彮側偔丄崓傗峺曣偵梋暘側晧壸傪偐偗傞偙偲側偔摥偄偰傕傜偆偙偲偑弌棃傑偡丅 |  |
 |
丂嵍偼3夞栚偺棷揧偺偁偲丄強掕偺缧婜娫傪廔偊偰丄峺曣偺妶摦傕堦抜棊晅偄偰丄棊偪拝偄偨忬懺偱偡丅嵞妶摦帪婜偵偼傆偨僊儕僊儕傑偱塼柺偑忋偑偭偰偄傑偟偨偑丄偪傚偭偲棊偪拝偄偰壓偑偭偰偄傑偡丅巇崬傒悈傪巊偭偰僞儞僋偺僿儕偵晅偄偨缧傪棊偲偟偰偄傞偲偙傠偱偡丅偪側傒偵偙偺僞儞僋偺拞丄擇巁壔扽慺偑廩枮偟偰偄傞偺偱丄婄傪撍偭崬傓偲懄巰偱偒傞偦偆偱偡丅偱傕乽嬻乿偺缧偺拞側傜撍偭崬傫偱傒偨偄偲巚偆恖偼偄傞偺偱偼丠乮偄側偄偐乯 |
| 丂缧偼忋憛偵傛偭偰偍庰偲庰偺敂偵暘偗傜傟傑偡丅悈埑偱備偭偔傝埑傪壛偊丄偁偲1妱嶏傟傞偐側乣偭偲偄偆強偱丄嶏傞偺傪傗傔傞偦偆偱偡丅偦傟埲忋嶏傞偲嶨枴側偳偑弌偰丄枴偑棊偪傞傛偆偱偡丅 丂堦斣嬃偄偨偺偼丄儗僊儏儔乕偺朒棄愹偱偁傠偆偑丄乽嬻乿傗乽嬦乿傗乽昳昡夛偵弌偡偍庰乿偱偁傠偆偑丄慡偰摨偠偙偺婡夿偱嶏偭偰偄傞偦偆偱偡丅偙偺婡夿偺傒側傜偢丄慡偰偺岺掱偱丄慡偰偺庰偑丄摨偠儔僀儞丒摨偠庤娫偱憿傜傟偰偄傑偡丅偙傟偼嬃偔傋偒偙偲偱偡丅 |
 |
 |
丂嵍偼慹偔偼偑偟偨庰偺敂偱偡丅朒棄愹偺庰敂側傜偒偭偲旤枴偟偄偵堘偄側偄丅愄偼偦偺張棟偵崲偭偰偄偨傜偟偄偺偱偡偑丄崱偼寢峔側崅抣偱丄捫暔壆偝傫偑攦偭偰偔傟傞偦偆偱偡丅朒棄愹偺庰敂偱捫偗偨捫暔側傜偆傑偄偵堘偄側偄丅偙傟偼曻偭偰抲偔偲丄傢偢偐偵巆偭偰偄傞峺曣偺摥偒偱丄廮偐偔側傞偦偆偱偡丅 |
| 丂塃偼時媗傔偺岺掱偱偡丅儊儞僶乕偺1恖偑丄乽偍傟傕價儞偵側傝偨偄側乣乿偲尵偭偰偄傑偟偨偑丄偄偄偐傕丅忋岦偄偰傾乕儞偭偰丅 |  |
 |
丂憼偺弌岥偱婰擮嶣塭丅 丂娭扟偝傫偼丄昳昡夛梡偵庤憿傝偱摿暿側巇崬傒傪峴偆偙偲偼偟側偄偲尵偄傑偡丅彮検偺挻崅昳幙側偍庰傪憿偭偰傕丄偄偭偨偄偳傟偩偗偺恖偺岥偵擖傞偺偩傠偆偐偲丅巇帠偺崌棟壔丄婡夿壔傪恑傔偨寢壥丄杮忴憿庰偐傜丄弮暷戝嬦忴傑偱丄摨偠儔僀儞偱丄摨偠庤娫偱憿傞傛偆偵側傝丄偦偺寢壥丄儔儞僋偺掅偄偍庰偺昳幙傑偱丄旘桇揑偵岦忋偟偨偲尵偄傑偡丅側傞傎偳丄晛抜堸傫偱偄傞暿愶朒棄愹傕丄偆傑偄栿偩丅 |
丂幚偼偙偺屻丄婒晫導愳曈挰偺乽偟偄偨偗僽儔僓乕僘乿傪尒妛偟丄栭偵偼娭扟忴憿噴偺偍庰傪堸傫偩偺偱偡偑丄姶奡怺偄傕偺偑偁傝傑偟偨丅杮摉偵偒傟偄側丄偆傑偄庰偱偡丅 丂惓捈丄儚僀儞偵斾傋偰丄怱偺壗張偐偱擔杮庰傪寉傫偠偰偄偨晹暘偑偁偭偨偙偲傪崘敀偄偨偟傑偡丅憿傝偺岺掱丄憼恖偺巔惃丄惛恄丄忣擬丄庰幙丄偳傟傪偲偭偰傕悽奅偵椶傪尒側偄丄慺惏傜偟偄暥壔丄慺惏傜偟偄庰偩偲姶偠傑偟偨丅怽偟栿偛偞偄傑偣傫偱偟偨丅栆斀徣偟偰丄崱屻摥偄偰偄偙偆偲寛怱偄偨偟傑偟偨丅乮暥愑丂嶁杮梇堦乯 |
|
崱屻丄偙偺僗儁乕僗偱娭扟忴憿噴偺偍庰傪愰揱偡傞梊掕偱偡丅
| 屼拲暥偼FAX傑偨偼儊乕儖偱丅敪憲偺応崌偼偙偙傪丄攝払偺応崌偼偙偙傪偛棗壓偝偄丅 |
TOP儁乕僕傊栠傞
偙偺儂乕儉儁乕僕偼僼儗乕儉傪巊梡偟偰偍傝傑偡丅専嶕僒僀僩偐傜捈愙撪梕偺儁乕僕偵棃傜傟偨曽偼丄index.html偵峴偐傟傞偲曋棙偱偡丅